HOTLINE: 0942319977 - 0901325601


 ...
...
Vitme bi và nguyên lý hoạt động và các loại vitme thông dụng
Thứ năm - 24/05/2018 23:12
Để hiểu thêm về thiết bị Vitme bi và đai ốc vitme bi là gì và được dùng để làm gì và ứng dụng như thế nào. Mời các bạn tham khảo bài viết dưới đây.
Vitme bi và đai ốc vitme bi là gì? Được ứng dụng như thế nào?
Vitme gọi chung là cơ cấu trục vít gắn liền với đai ốc dùng để truyền động cho cơ cấu trượt dọc trục theo trục vitme. Khi truyền động thường thì trục vitme quay làm cho đai ốc chuyển động tịnh tiến. Đôi khi tùy vào thiết kế của từng loại máy mà đai ốc quay làm cho vitme chuyển động tịnh tiến. Trên nguyên lý khi truyền động, nếu trục vitme đứng yên thì đai ốc chuyển động tịnh tiến hoặc đai ốc đứng yên thì trụ vitme chuyển động tịnh tiến.
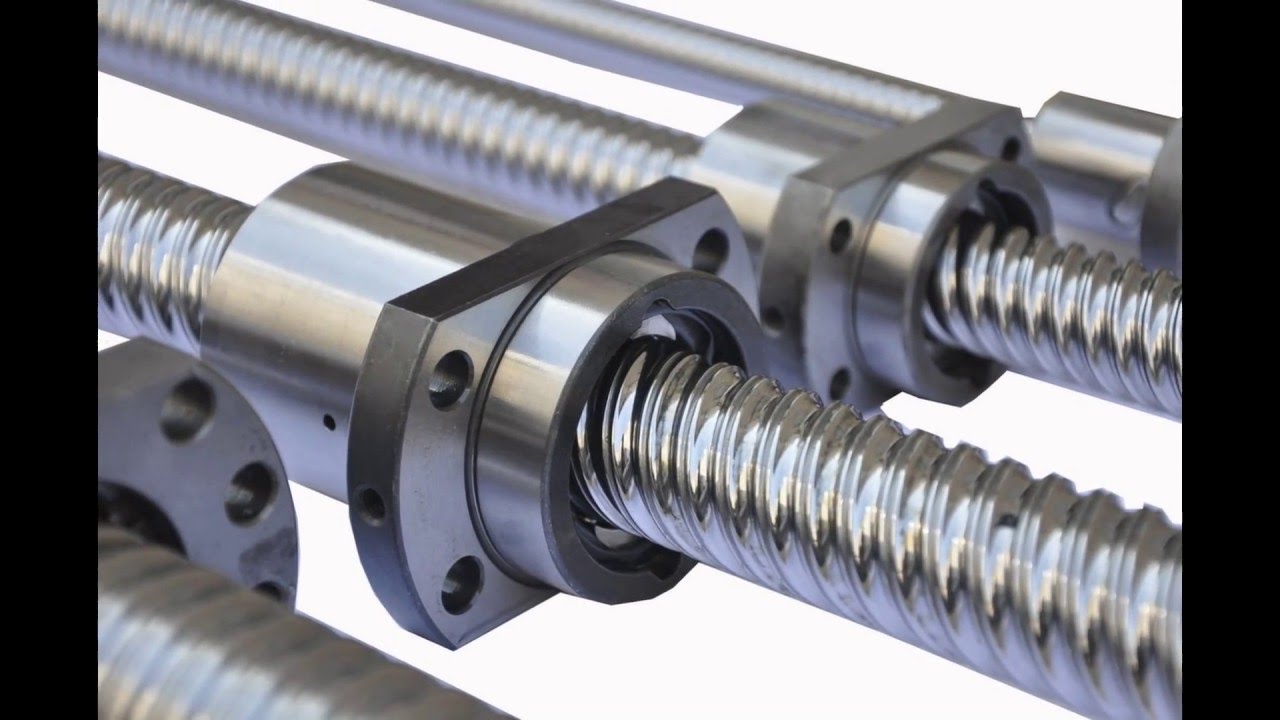
Có nhiều loại vitme nhưng phổ biến nhất hiện nay là Vitme bi. Vitme bi là một hệ thống truyền động ,được gia công chính xác để biến đổi chuyển động quay thành chuyển động tịnh tiến theo cơ chế con vít - bu lông (Đai ốc bi). Mà tiếp xúc giữa trục vít và đai ốc vitme là một lớp bi thép để giảm tối đa lực ma sát. Giúp chuyền động một cách trơn tru và có độ chính xác cao, vitme bi có thể hoạt động liên tục và bền bỉ trong một thời gian dài .
Có nhiều loại vitme nhưng phổ biến nhất hiện nay là Vitme bi. Vitme bi là một hệ thống truyền động ,được gia công chính xác để biến đổi chuyển động quay thành chuyển động tịnh tiến theo cơ chế con vít - bu lông (Đai ốc bi). Mà tiếp xúc giữa trục vít và đai ốc vitme là một lớp bi thép để giảm tối đa lực ma sát. Giúp chuyền động một cách trơn tru và có độ chính xác cao, vitme bi có thể hoạt động liên tục và bền bỉ trong một thời gian dài .
Riêng vitme bi thì hiện nay có 2 loại trục vitme bi được gia công theo 2 phương pháp khách nhau:
1/ Vitme bi được gia công theo phương pháp ép ren hay còn gọi là cán.
Ép ren ha Cán là cho phôi trục vitme đi qua khe hở giữa hai trục cán (ép) quay ngược chiều nhau, làm cho phôi bị biến dạng dẻo ở khe hở. Hình dạng mặt cắt của phôi cũng thay đổi theo mặt cắt của khe hở giữa hai trục cán. Ví dụ: mặt cắt vuông của phôi trở thành tròn, chữ nhật… khi mặt cắt khe hở của hai trục cán là tròn, chữ nhật… Diện tích của mặt cắt ngang của sản phẩm sẽ nhỏ hơn mặt cắt ngang của phôi.
- Loại ép ren (Rolled Type): Cấp chính xác từ cấp C7, C5 được mạ Chrome tại các rãnh bi sao khi ép.
Đặc điểm: Độ chính xác cao nhất chỉ đến C5
Chiều dài tối đa: L6000mm
2/ Vitme bi được gia công theo phương pháp tiện mài ren
Phương pháp cắt tiện ren phổ biến là cắt ren bằng dao tiện. Dao tiện ren thường được làm từ thép gió hoặc hợp kim, góc mũi dao phải hợp với góc đỉnh ren. Thông thường, để gia tăng hiệu quả cắt, người ta dùng dao cắt ren lược (dao đơn, dao đĩa hoặc dao lăng trụ).
- Loại tiện mài chính xác cao (Ground Type) : Cấp C7, C5, C3 được mạ Chrome tại các rãnh bi
Đặc điểm: Độ chính xác cao C3
Chiều dài tối đa: 3000mm

Đai ốc vitme bi là một cấu trúc ổ bi gồm vỏ ngoài, các viên bi thép chạy dọc trên các rãnh bi được tiện ren bên trong ổ, thông qua các vòng hồi bi tạo thành các vòng tuần hoàn kín hoặc hở (vòng tuần hoàn ngoài), đai ốc kết hợp với trục vitme để biến đổi chuyển động quay thành chuyển động tịnh tiến, tạo thành lực kéo tịnh tiến trên trục vitme.

Để biết thêm thông tin về trục vitme bi và đai ốc vitme bi. Quý khách hàng có thể liên hệ trực tiếp với chúng tôi để được hỗ trợ tư vấn kỹ thuật. Trân trọng cám ơn quý khách hàng.
Tác giả bài viết: Mr. RedMu
Nguồn tin: ngophangroup.com
Những tin liên quan
Đối tác







Phương thức thanh toán: 